铝-铜异种材料搅拌摩擦焊研究(3)
(3)接头焊缝容易开裂。
由于铝/铜之间物理性能存在很大差异,铜的线膨胀系数是铝的0.5倍,变形程度不同将会使接头中存在很大的残余应力,如果残余应力非常大时,就会使接头形成裂纹,产生开裂。
(4)接头中易形成气孔。
铝和铜的导热性能良好,使得熔池散热速度快,因此溶解在熔池中的气体来不及溢出,熔池就结晶凝固,气体保留在焊缝中,形成气孔。
1.2.2 铝/铜连接的研究现状
1. 3 搅拌摩擦焊
1.3.1 搅拌摩擦焊原理与特点
搅拌摩擦焊是一种新型的固相连接技术,是由英国焊接研究所于上世纪90年代发明的[14]。一经问世就引起了极大轰动,并快速应用到诸多领域。下图为搅拌摩擦焊的原理图。
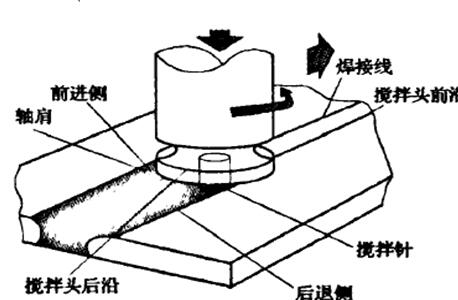
图1.1 搅拌摩擦焊原理图
从图1.1可知,搅拌摩擦焊的主要工作部分为搅拌头,是由搅拌针、轴肩以及夹持部分部分组成。工作过程中,焊件被水平刚性固定,搅拌头旋转然后缓慢插入到工件当中,通过搅拌针和轴肩与焊件之间的摩擦作用,产生大量的摩擦热,将搅拌针周围的材料加热到热塑性状态,通过搅拌针的搅拌作用,使得两侧金属融合,当搅拌针向前运动时,搅拌针周围的塑性金属向后运动,并在搅拌头与没有塑化的金属的挤压下实现连接。
由于搅拌摩擦焊自身的固有特点,使得它在轻质有色金属连接方面具有明显优势,主要表现在一下几点:
(1)搅拌摩擦焊属于固相连接,焊接过程中不会产生熔化现象,因此可以避免熔化焊中的气孔、裂纹等缺陷,提高接头的性能。
(2)相比于传统焊接方法而言,搅拌摩擦焊的焊接热输入小,焊件的变形小,焊后的焊接应力低,提高了接头质量。
(3)焊接的工作环境好,焊接过程中没有飞溅、弧光、烟尘、等现象。
(4)搅拌摩擦焊主要应用于铝合金的焊接,可以用于几乎所有铝合金的焊接,并能够避免铝合金焊接过程中经常出现的问题,明显提高焊接质量。
(5)搅拌摩擦焊对于异种材料也能够实现连接,如:铝/镁连接、铝/铜连接等。
1.3.2 搅拌摩擦焊的接头组织特点