二辊矫直机的设计改进—辊系+CAD图纸(3)
其次是按用处划分举行分类:一为矫直型材的矫直机,如型材压力矫直机、型材辊式矫直机及型材拉伸矫直机;像板材辊式矫直机及板材拉伸矫直机是第二种板材矫直机;像连续拉伸矫直机及拉弯矫直机是第三类带材矫直机;像斜辊矫直机、转毂矫直机及管材拉伸矫直机是第四类管棒材矫直机,;像转毂矫直机及平立辊复合矫直机是第五类线材矫直机;薄壁异型管的平动式矫直机是第吹冰类;连铸拉坯矫直机第七类;特别用处矫直机,如瓦楞板矫直机,圆锯片矫直机,钢丝绳矫直机等是第八类。
再次是按结构特征来进行分类:一为压力矫直机,如机械压力矫直机、液压压力矫直机及微机程控压力矫直机等;二为平行辊式矫直机,简称辊式矫直机,如简支辊式矫直机及悬臂辊式矫直机;三为斜辊式矫直机,如二斜辊矫直机,三斜辊矫直机及各种各样的多斜辊矫直机等;四为转毂矫直机,如滑动模式转鼓矫直机,转动模式转毂矫直机,斜辊式转毂矫直机及复合式转毅矫直机等;五为拉伸矫直机,如机器拉伸矫直机、液压拉伸矫直机及持续拉伸矫直机等;吹冰为拉弯矫直机,如机器拉弯矫直机、液压拉弯矫直机及液膜拉弯矫直机等;七为拉坯矫直机,如普通拉坯矫直机及多辊拉坯矫直机;八为特殊结构矫直机,如行星式矫直机及平动式矫直机等。
按上述原则分类的矫直机还可进一步按具体用处、具体结构、传动方式及控制方式等不同再做细致分类,每一个细致分类中都可用不同规格构成不同的产品系列。
本仿单因此事情道理为主将矫直机划分为五大类,外加一类特种矫直机。然后再按照其结构特点及用途不同分五章内容。分类以下:
1.重复弯曲式矫直机(如压力矫直机及辊式矫直机);
2.扭转弯曲式矫直机(如斜辊式矫直机);
3.拉伸矫直机(如钳式拉伸矫直机,持续拉伸矫直机);
4.拉弯矫直机;
5.拉坯矫直设备;
2 二辊矫直机的原理与作用
2.1二辊矫直机的原理
二辊矫直机可简称为二(斜)辊矫直机。其工作原理在斜辊矫直理论中独具特点。它对工件的矫直原理不是使各辊之间的交错压弯使工件发生塑性弯曲变形,而是依靠一对辊缝内部弯曲曲率的转变而达到矫直工件的目的。要明白工件在辊缝内矫直的原理,首先要对扭转压弯有一定的了解。工件被扭转压弯也可以相对地把工件看成为一个螺旋形扁钢,用压辊压在扁钢的边沿上以扁钢为轨道向前行走,扁钢在压辊处被压弯并在辊子走过后弹复变直。这样辊子对螺旋形扁钢的相对运动就同平行辊对长条形扁钢的相对运动的原理是一样的。只不过后者的矫直运动为平行矫直运动,前者为扭转矫直运动,它们的工作样原理是一样的。可是扭转矫直的工件并非螺旋形扁钢而是圆形棒材。
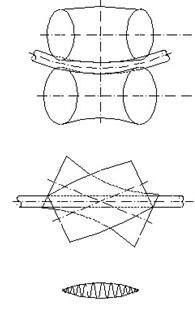
图2-1 二辊矫直过程与曲率变化
Fig2-1 The process of straightening and the change of curvature
二辊矫直时,圆材的弯曲形态与多斜辊矫直不同,斜辊矫直时圆材在接触区之外已经弯曲;二辊矫直时,圆材进入接触区今后才开始弯曲,塑性弯曲发生在辊子中心四周。
从矫直运动开始,在塑性弯曲区内有较长的等曲率塑性区用 代表。当辊子斜角为 ,圆材直径为 D 时,螺旋进步的导程 ,则要求
(2.1)