金属端盖落料拉深复合模具设计(2)
1.1冲压工艺
冲压是一种广义的成形手段,其包括多种工艺,如冲裁工艺、弯曲工艺和拉深工艺。
一般意义上讲,分离工序统称为冲裁,其中包括落料,冲孔,修边等工序。但普通理解上,其主要就是指落料及冲孔两种工序[1]。本课题中的落料拉深复合模具设计就属于冲裁工艺的范围。
冲裁工艺有三个主要的过程,分别是弹性变形阶段、塑形变形阶段和最终的断裂变形阶段得到我们所需要的冲裁零件。如图1-1、1-2、1-3所示:
图1-1弹性变形阶段 图1-2塑形变形阶段
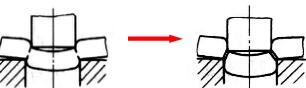
图1-3 断裂变形阶段
剩下的弯曲[3]是将板料按设计要求弯成所需角度,从而获得我们需要的形状的零件;拉深是使用压力机通过拉深零件(拉深凸模和拉深凹模),将平板毛坯制造成一端开口的空心零件的成形方法,一般分为普通拉深和变薄拉深两种。
1.2冲压模具
模具是冲压三要素之一,没有模具则无法冲压。模具的设计与制造决定制件的质量、生产效率和生产成本。冲压模具的形式很多,可按工序的组合形式和工艺性质进行分类。
1.2.1 按工序的组合形式分类[3]
(1)单工序模:一副模具内只完成产品的一个工序,若有多个工序就需要多组模具来完成。
(2)多工序模:将两种或者两种以上的单工序集中在一副模具内完成,称为组合工序。根据工序组合的方法,又可将冲压模具分为三类:Ⅰ)复合模:在压力机的一次行程中,在一副模具的同一位置上同时完成两种或两种以上的单工序的冲压工序的模具。Ⅱ)连续模:在压力机的一次行程中,在一副模具的不同位置上同时完成两种或两种以上的单工序的冲压模具。Ⅲ)连续-复合模:在一副模具内可以完成包括连续冲压及复合冲压的组合工序。
1.2.2 按工艺性质分类
在生产中,模具所完成的工序性质非常明显,也常常直接用工艺的性质来命名模具[4],如冲裁模、拉深模、弯曲模、翻边模等。
在本课题中,我们所需的零件需要落料拉深模具来完成。
1.3冲压工艺及模具研究的现状
1.3.1冲压工艺的现状
冲压工艺根据上面介绍有冲裁,拉深,弯曲等。随着计算机技术的快速发展,在实际中充分利用计算机来辅助成形是非常有必要的。这其中就包括板料成形CAE分析技术[5,9-11]。如图1-4所示,CAE分析的一般步骤[6]:
图1-4 板料成形CAE分析的步骤
从图中可以看出:1、CAE分析分三步:前处理、中期求解计算和最后的处理[7]。2、可以在确定冲压件的几何形状尺寸下可以利用CAE分析软件来迅速的确定最好的冲压方向。更好的是还可以确定冲压中有无冲压负角和最浅的拉深深度。3、。比如CAE软件可以迅速反求出凸凹模及压料圈在成形过程中作用力的大小,然后根据其作用力大小选用出最适合的压力机,就可以避免出现设备浪费及压力不足。所以CAE软件分析结果可以在工艺前期发挥重大的作用。4、工艺中可利用Dynaform软件[8]的毛坯尺寸工程模块对零件进行网格划分修补(如同ansys分析软件)、冲压方向调整、计算坯料大小等操作,最后得到毛坯轮廓线图形;然后再对轮廓线平滑操作,使毛坯形状更为合理;最后进行毛坯排样计算,优化尺寸。
以下几幅图就充分说明了CAE分析的作用。图5是汽车门板的CAE模拟,模拟结果显示,在圆角尺寸R=140时,零件会有裂纹。图6中将圆角尺寸R设置为180,结果显示很好。我们按照图1-6中的数据得出最后的零件,如图1-7,零件合格,证实了CAE分析对于工艺的参数设计是非常有效有用的。
上一篇:芳纶改性再生聚氨酯的研究